水準器による真直度測定のやり方
- 水準器をワークの測定位置に置く。
- 気泡の目盛を読む。目盛をゼロに合わせる(表の②)
※基準線より始めるが必ずしもゼロ位置(基準線)でなくても良い。 - 水準器を次の測定位置に移動させ、同様に気泡の目盛を読む(表の③)。
※移動させるときは、 水準器をワーク上ですべらせて移動させてください。 - 同様にしてワークの最後まで測定する(表の④~⑥)。
- 測定結果(使用水準器 呼び200 感度0.02mm/mの場合・・・1目盛4μm/200mm)
※水準器によって正確な読み取りを行うために、必ず気泡の両端の指示値の平均値を求めてください。
| 測定点 | 水準器の値(目盛) | 換算値(μm) | 累積智(μm) | 補正値(μm) | |
|---|---|---|---|---|---|
| – | 0 | 0 | 0 | 0 | 0 |
| ② | 1 | 0 | 0 | 0 | -2.4 |
| ③ | 2 | 1 | 4 | 4 | -0.8 |
| ④ | 3 | 3 | 12 | 16 | 8.8 |
| ⑤ | 4 | -2 | -8 | 8 | -1.6 |
| ⑥ | 5 | 1 | 4 | 12 | 0 |
測定結果
| 最大値 | 8.8 μm (補正値の最大の値) |
|---|---|
| 最小値 | -2.4 μm (補正値の最小の値) |
| 真直度 | 11.2 μm |
換算値の計算方法

※換算値をグラフにプロット(図6)し、両端を直線で結びますと、容易に各点の値を求めることが出来ます。
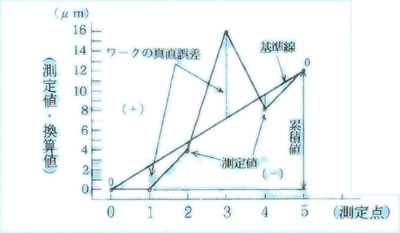
図6.真直度のグラフ |
|
